

Associate
- Joined
- 6 Mar 2013
- Posts
- 444

Hi everyone! Once again we are here to bring you another cheeky Parvum project before Insomnia, don't worry though all the others are still progressing nicely. This build is for one of our friends Sheedy. A lightly modified VEER1.0 will be used to house this powerful yet compact LAN rig with overkill water cooling kit. The colour scheme will be a neutral white and frosted finish with grey and black accents.
Case | Custom Parvum VEER1.0
CPU | Intel i7-4770k
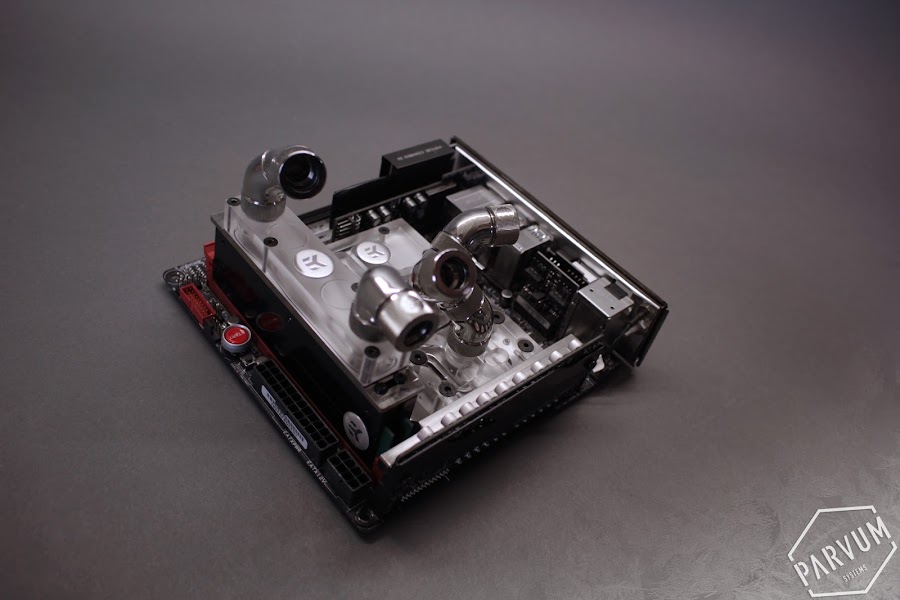
Motherboard | ASUS Maximus VII Impact
RAM | Corsair Vengeance 1600C9 2x4GB
GPU | ASUS GTX780
SSD | Kingston 240GB M.2
PSU | Silverstone Strider Gold ST65F-G
Fans | Parvum F1.0
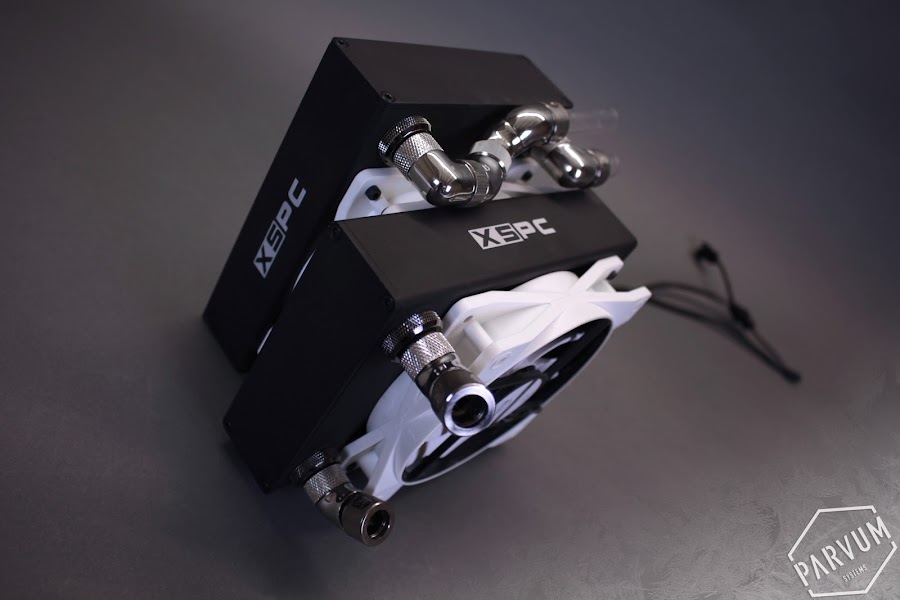
Radiators | XSPC AX
Blocks | EKWB Nickel/Plexi
Fittings | EKWB 10/12 HDC Nickel
Rotaries | EKWB CSQ Nickel
Pumps | EKWB DDC + EKWB Heatsink
Thanks to our sponsors ASUS, EKWB and Silverstone, as well as fellow modders B_NEGATIVE and JR23 who have been helping out to keep everything moving along.

Straight in with some custom work from B_NEGATIVE on the Silverstone PSU, painting and branding the PSU to fit the theme and of course adding a Parvum F1.0 on reassembly. As both sides of the build will be on show it was important that the PSU remained aesthetically in-keeping, thanks to B_NEG it certainly is.


Just a few of the many fittings and radiators we managed to squeeze into the VEER1.0.

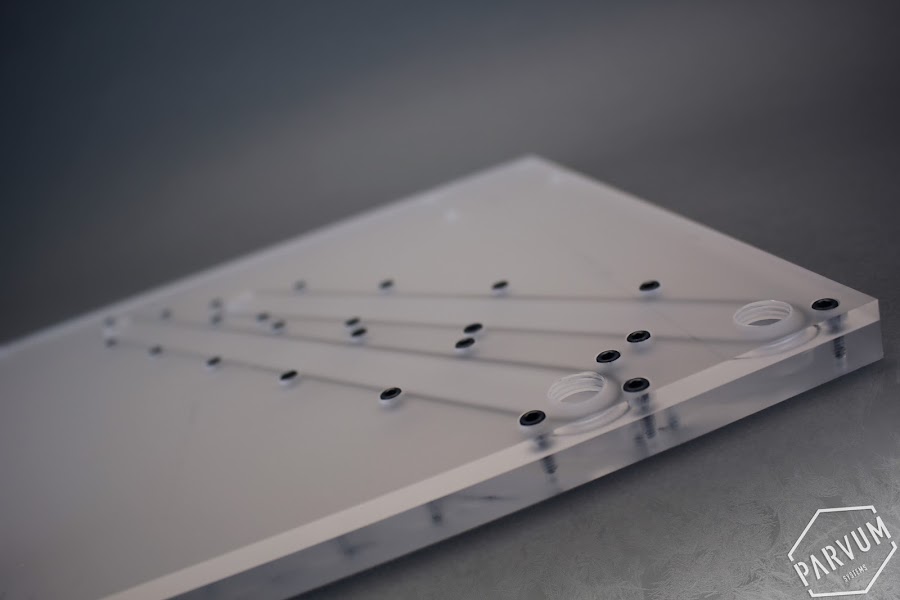
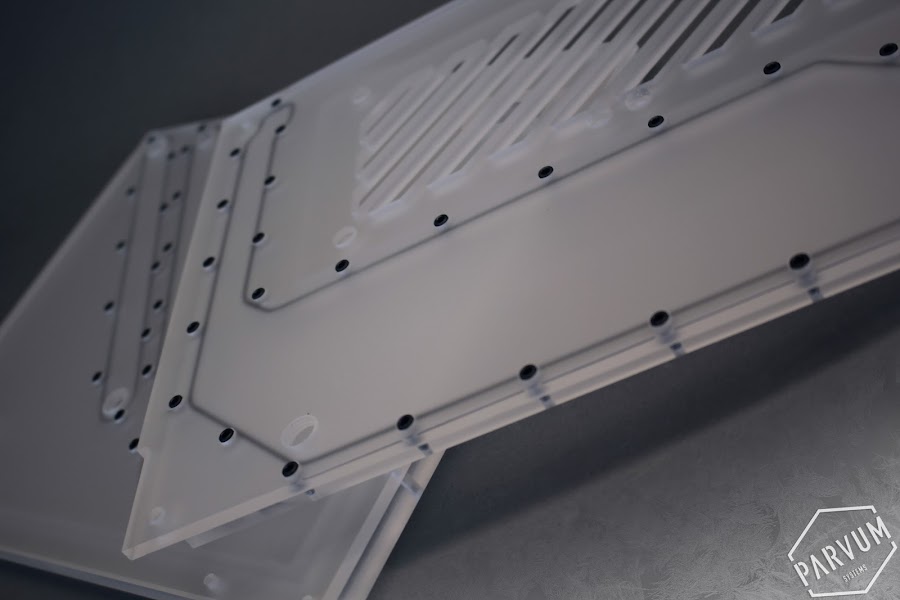
All the directions were roughly planned out by placing the components in a standard case. The finished article will now be built up around them so all the ports and components are placed exactly where they need to be.

What else but the mighty Impact kitted out with an M.2 SSD and much EKWB goodness.

Much more to come on this one, including some custom Parvum watercooling parts and many many fittings to make up for the sparse use of them so far.
")
 Where can I contact this B_NEGATIVE guy?
Where can I contact this B_NEGATIVE guy?







")