The kink was why Bambu started taping them rather than pushing it through a hole in the spool and bending it over.
On rare occasions, the bent bit got stuck if the AMS didn’t straighten it out as it went through.
Taping then caused other issues but they’ve honed that technique so the tape doesn’t detach from the cardboard spool now (basically, more on the cardboard, less on the filament).
Filament getting looped around itself is usually from people letting go of the end when they change spools or not correctly assembling reusable spools.
Can I get a bit of help on a recurring end/corner lifting problem with my x1c again:
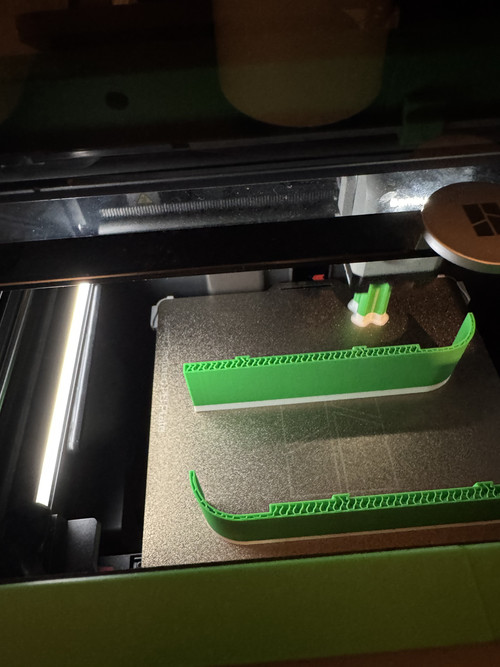
The part is the fronts for drawers for an under storage/poop bin. It is a thin long tall strip so is probably one of the worst shapes for lifting. Object is about 10mm deep and 200mm wide and 120mm tall, ish, I haven't measured it just eyeballing it.
Setup and conditions: x1c, door wide open and top window halfway back. Room temp 20C, chamber 28C. Bambu textured PEI plate at 55C. Aux fan 80%, part fan 100%, chamber fan 0. All stock bambu settings for bambu filament. Filament Bambu PLA white and green, freshly dried the night before inside the AMS2 for 8h at 55C.
Measures so far:
- I always clean the plate with hot water and fairy, between every print at the moment because of the lifting so it's not a dirty plate.
- dried the filament in the AMS2 with the spinning according to manufacturers instructions.
Where do I go from here? I've seen a lot of overlapping discussion and individuals' recommendations but nothing systematic and each has its own potential downside so isn't there a hierarchy of increasing interventions to try?
- raise build plate temperature but I'm already at 55 so quite close to heat creep, I don't want to just substitute one problem for another
- turn off aux fan but there's a reason bambu have it on as standard for PLA. Also, both parts lifted, one near the fan but the other one at the opposite end of x axis. On the timelapse it was around 60-90 mins you could start to see a bit of lift.
- print with a brim would probably do it to be fair but it wasn't in the profile and a lot of other people have printed these drawers and don't seem to mention needing to add a brim to the designer's profile.
- use a cool plate but that's just buying more parts, isn't the textured PEI universal?
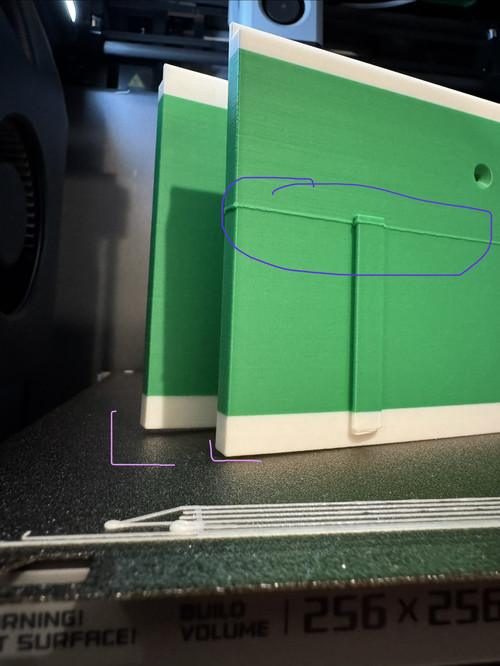
The part:
Printing, both straight ends lifted within first 60-90 mins
Afterwards, also is there a bit of overextrusion halfway up the one in front? It didn't happen on the other part nor on the prime tower. Would you put this down to random luck or something wrong with calibration? I thought all the purge lines on the x1c automated that.
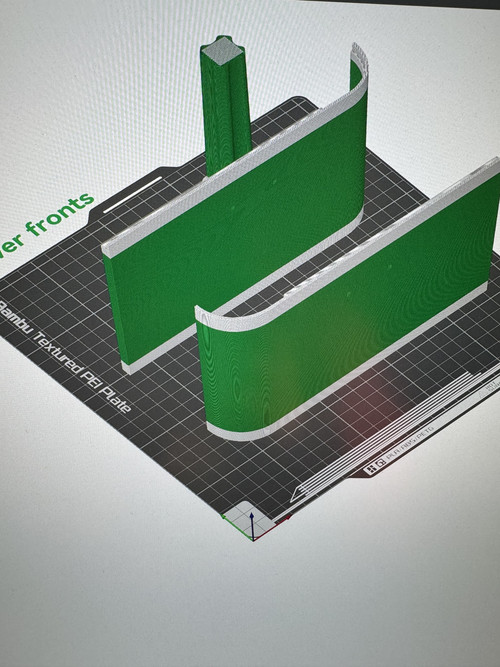
Slicer:
I'm reluctant to just do everything altogether at once because some of them can make their own problems and maybe somewhat naively I thought this part would work like everything else normally just does with bambu, no fiddling generally required.
This was attempt 2, the first one I abandoned because it was much worse. The only things I changed was clean the plate again again, and dry the filament, and it has turned out better as shown in the photos but still would like to reprint it as it'll be obvious
When you say cool plate, if you mean their SuperTack plate, I tried one for the A1 Mini and adhesion was awful for PETG and I think I tried PLA before I filed it away in favour of a much cheaper random import smooth PEI sheet.
Textured should have more adhesion than smooth, that's it's only point.
Brim is the obvious one but I'd definitely up the bed temp a bit - might even be worth checking what the bed temp actually is vs what it's reported to be. If I remember rightly, my bed is the better part of 5°C cooler than reported.
I don't print much PLA (prefer PETG) but I've not had any issues with heat creep other than some PLA-CF that might have had chunks of CF too big to get through and I'd not got the door or roof open. That said, PLA-CF is another option if you've got a hardened nozzle on and don't mind the matte finish - it doesn't shrink as much and therefore doesn't warp off the bed as much.
All else fails, PETG-GF, it's great
Ok I did describe it but: hot water, fairy liquid, scrub with a cloth then brush, and dried with a clean microfiber only used to dry the plate.
I'll try a hotter plate and spinning it. Maybe I'll move over to PETG after this lot of PLA is done, price is generally the same and I can dry it in the AMS2.
When you say cool plate, if you mean their SuperTack plate, I tried one for the A1 Mini and adhesion was awful for PETG and I think I tried PLA before I filed it away in favour of a much cheaper random import smooth PEI sheet.
Textured should have more adhesion than smooth, that's it's only point.
Brim is the obvious one but I'd definitely up the bed temp a bit - might even be worth checking what the bed temp actually is vs what it's reported to be. If I remember rightly, my bed is the better part of 5°C cooler than reported.
I don't print much PLA (prefer PETG) but I've not had any issues with heat creep other than some PLA-CF that might have had chunks of CF too big to get through and I'd not got the door or roof open. That said, PLA-CF is another option if you've got a hardened nozzle on and don't mind the matte finish - it doesn't shrink as much and therefore doesn't warp off the bed as much.
All else fails, PETG-GF, it's great
Can I get a bit of help on a recurring end/corner lifting problem with my x1c again:
The part is the fronts for drawers for an under storage/poop bin. It is a thin long tall strip so is probably one of the worst shapes for lifting. Object is about 10mm deep and 200mm wide and 120mm tall, ish, I haven't measured it just eyeballing it.
Setup and conditions: x1c, door wide open and top window halfway back. Room temp 20C, chamber 28C. Bambu textured PEI plate at 55C. Aux fan 80%, part fan 100%, chamber fan 0. All stock bambu settings for bambu filament. Filament Bambu PLA white and green, freshly dried the night before inside the AMS2 for 8h at 55C.
Measures so far:
- I always clean the plate with hot water and fairy, between every print at the moment because of the lifting so it's not a dirty plate.
- dried the filament in the AMS2 with the spinning according to manufacturers instructions.
Where do I go from here? I've seen a lot of overlapping discussion and individuals' recommendations but nothing systematic and each has its own potential downside so isn't there a hierarchy of increasing interventions to try?
- raise build plate temperature but I'm already at 55 so quite close to heat creep, I don't want to just substitute one problem for another
- turn off aux fan but there's a reason bambu have it on as standard for PLA. Also, both parts lifted, one near the fan but the other one at the opposite end of x axis. On the timelapse it was around 60-90 mins you could start to see a bit of lift.
- print with a brim would probably do it to be fair but it wasn't in the profile and a lot of other people have printed these drawers and don't seem to mention needing to add a brim to the designer's profile.
- use a cool plate but that's just buying more parts, isn't the textured PEI universal?
The part:
Printing, both straight ends lifted within first 60-90 mins
Afterwards, also is there a bit of overextrusion halfway up the one in front? It didn't happen on the other part nor on the prime tower. Would you put this down to random luck or something wrong with calibration? I thought all the purge lines on the x1c automated that.
Slicer:
I'm reluctant to just do everything altogether at once because some of them can make their own problems and maybe somewhat naively I thought this part would work like everything else normally just does with bambu, no fiddling generally required.
This was attempt 2, the first one I abandoned because it was much worse. The only things I changed was clean the plate again again, and dry the filament, and it has turned out better as shown in the photos but still would like to reprint it as it'll be obvious
100% this, smooth plate goes better adhesion, sometimes you have the opposite issue in that it can be problematic getting the print off the plate.
When they say smooth plate, they don’t mean the grey super tac plate, they mean the standard smooth black ‘engineering’ plate.
I’d swap to the smooth plate if you have it, start with turning off the aux fan, then print a brim if that doesn’t work.
You shouldn’t have problems with over adhering to the smooth plate with a model that size but it can be a thing with models that have a bigger foot print and you need to use glue stick on the plate so you can actually remove it afterwards.
100% this, smooth plate goes better adhesion, sometimes you have the opposite issue in that it can be problematic getting the print off the plate.
When they say smooth plate, they don’t mean the grey super tac plate, they mean the standard smooth black ‘engineering’ plate.
I’d swap to the smooth plate if you have it, start with turning off the aux fan, then print a brim if that doesn’t work.
You shouldn’t have problems with over adhering to the smooth plate with a model that size but it can be a thing with models that have a bigger foot print and you need to use glue stick on the plate so you can actually remove it afterwards.
I bought a knockoff dual side flat/textured PEI plate off the rainforest and that has worked. I wonder if it's actually been a bit of dust causing the issue because there were a few particles on the plate that had settled overnight.
I printed one of those mini octopuses and that needed the scraper to take off, looks like we're in luck but I might need to use glue to get stuff off in future lol
I bought a BIQU Frostbite build plate for my H2S as something like 90% of my printing is PLA/PETG. A drop in plate temperature for both filaments is nice and the adhesion is excellent.
I'm seriously considering a Snapmaker U1 just for fun and to play with a toolchanger again. I used to have an E3D toolchanger clone and it was a nightmare. I'm assuming that they are much better now.
If the U1 had come a bit sooner I would have gotten one of those instead of my Kobra S1.
I already had the S1 on pre-order when the Kickstarter for the U1 came out, but, it was a bit soon, it seemed too good to be true and I'd already been burnt on Kickstarters before, so the U1 was looking good, but, too much of a risk..
Hindsight, I would get the U1 at this point, not that there's anything wrong with my S1, although there are many that have issues with them, the QC isn't where it should be, especially for those that haven't had a 3d printer before, but the U1 has more toys...
There is and it's black - unlike the others. Seems to be M3x0.5 (course). Flat top (where the silver ones next to it are more like socket head cap screws, this is much lower profile) and 10mm ish long measured from under the head. Looks to be about the same as the spool holder screws - a bit longer but I think that just variance and not a necessity.
There is and it's black - unlike the others. Seems to be M3x0.5 (course). Flat top (where the silver ones next to it are more like socket head cap screws, this is much lower profile) and 10mm ish long measured from under the head. Looks to be about the same as the spool holder screws - a bit longer but I think that just variance and not a necessity.
Good luck. Hopefully something isn't bent. Could be a limit switch bent/missing? Can't remember (and can't be bothered to go look) how they've implemented limits on the mini. Hopefully it isn't done on strain (motor can't push it past actual stop and the resistance is detected as limit) as that could show there's a sticky point on the rail it's interpreting as the end.
This site uses cookies to help personalise content, tailor your experience and to keep you logged in if you register.
By continuing to use this site, you are consenting to our use of cookies.