

Soldato
- Joined
- 22 Jul 2012
- Posts
- 16,228
- Location
- London
You shouldn't really need to use the scraper. Just be patient and let the bed cool down a bit - remove it if necessary.
Super impressed for you. Great result.
Did the printer need any type of update when you first connected it to your network..?
Which sliver, if applicable, are you using..?
Was the AMS unit simple enough to hook up, being on top of the printer..? Those empty filament spaces need filling, lol.
I Did post in a thread about my concerns over certain filament types, mainly those that have "S" (styrene) in them. Although the nylon, carbon and other abrasive types have their own concerns, and having the printer in the same room without adequate ventilation. Even with the built in type charcoal (?) filters, maybe lacking in capability, I did draw comments where having the printer in a workshop or garage would be preferred.
I should have posted that here really, general thread chatter, than just about a Bambu A1.
Where you bought it from, unlike Bambu direct, they didn't seem to have an offer on filament if buying a printer..?
All the best.

Yeah would be interested to see them. Please post.@roccles Thanks appreciate the reply..
Damn fat fingers, meant to write slicer not silver. Wondering if you tried Orca slicer yet.?
Seems to be working well for you.
BTW I spoke to Ben from the shop you bought the printer from. Great advice and some good links to the Bambu website to show the types of filament and their preferred use.
I can link to them if you need it, when I get back home.
Yeah would be interested to see them. Please post.
Did you ask him about warranty etc.?
Excellent sounds good. Thanks for the infoYes, he said the twelve months warranty will be with them and dealt with, UK based. Without needing to communicate direct with BL and should be an easier experience, if needed.
They are available by phone, video chat etc if needed.
Yeah would be interested to see them. Please post.
Did you ask him about warranty etc.?
 bambulab.com
bambulab.com
bambulab.com
bambulab.com
 bambulab.com
bambulab.com
 bambulab.com
bambulab.com
Thank youHope they help.
")
Here you go, many links branch off from these...

I'm not sure if the P1S has the lidar option to auto-calibrate. It's certainly possible to do it manually but in case it's useful, the auto-calibration results I get for Sunlu PETG are: K: 0.025 Flow: 0.887 (black), 0.897 (white), 0.917 (grey) so maybe go for 0.9 as a start point.
I'll summarise all of that for you....and let me know if I'm wrong, I'd quite like to be
PLA: good for decorative stuff, fairly quick (the high-speed stuff in particular), cheap and easily available in many colours. But, melts/bends if you use it in a car (although, probably not in winter!), tends to snap/shatter if pushed too far.
PETG: stonger, easy to print, maybe not as many colours. More UV resistant. Higher melting point so useable in cars. More flexible (less rigid) which can be a pro or a con - you want a flexi-hinge or a snap-lock and this is for you, you want something that doesn't bend, not so much. More rigid if you make it bigger. Most other stuff you'll wonder why you bothered and come back to this!
ABS: smellier, prints awfully without a heated chamber (active preferably but passively heated at min), still warps horribly, pain to print. Stong and with higher melting point but not very UV resistant (apparently).
ASA: The supposed golden evolution of ABS that's less smelly, UV resistant and doesn't warp as much. Warps horribly - surprise! It's possible to glue it down and I found that solid base layers worked better than solid followed by infill. Still a pain and no massive benefit over PETG...which is cheaper and easier and you'll wonder why you bothered.
Nylon: Haven't tried it. Good for things like gears as it's strong and a bit slippery. Supposed to soak up water like a sponge so a drier is a must.
PLA-CF: Needs a hardened nozzle as it's abrasive. Looks nice but isn't really much stronger. The Ziro PLA-CF printed very nicely. More of a matt finish.
PETG-CF: Eryone's was a pain - really dribbly. Bambu's wasn't as bad but still needed a little care by slowing down on some of the top layers so it stuck down to the infill properly. Very stong though -currently storing 17 spools in storage containers (picture in an earlier post) on shelf brackets made of this.
PET-CF: (note lack of G) Very high temp tolerance, expensive. Good if you need the temperature tolerance - hits about 200°C if I remember correctly.
ABS-GF: Supposed to be a lot better than ABS in terms of warping and dimensional accuracy. Got some, haven't tried it yet.
Glow in the dark: Meh, it's all new safe stuff so it won't glow like you remember from your childhood. Shine a UV torch (from your favourite online supplied) at it and it will charge and glow a bit...just don't expect it to glow brightly for very long before recharging.

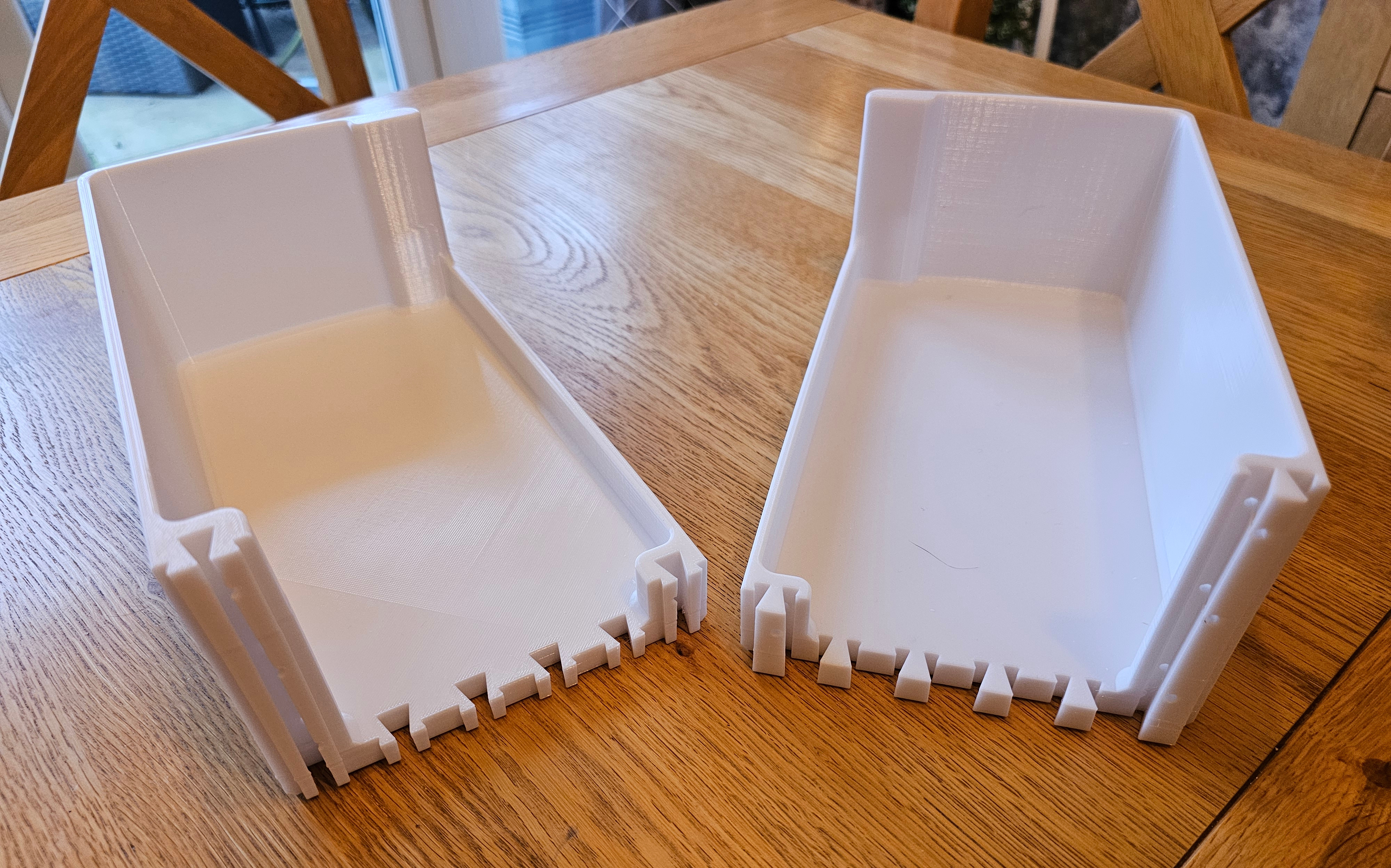
 Had to add taper to the longest dovetail and also 0.1mm of clearance but left the others as they were - they were short enough that a tap of a hammer should seat them.
Had to add taper to the longest dovetail and also 0.1mm of clearance but left the others as they were - they were short enough that a tap of a hammer should seat them.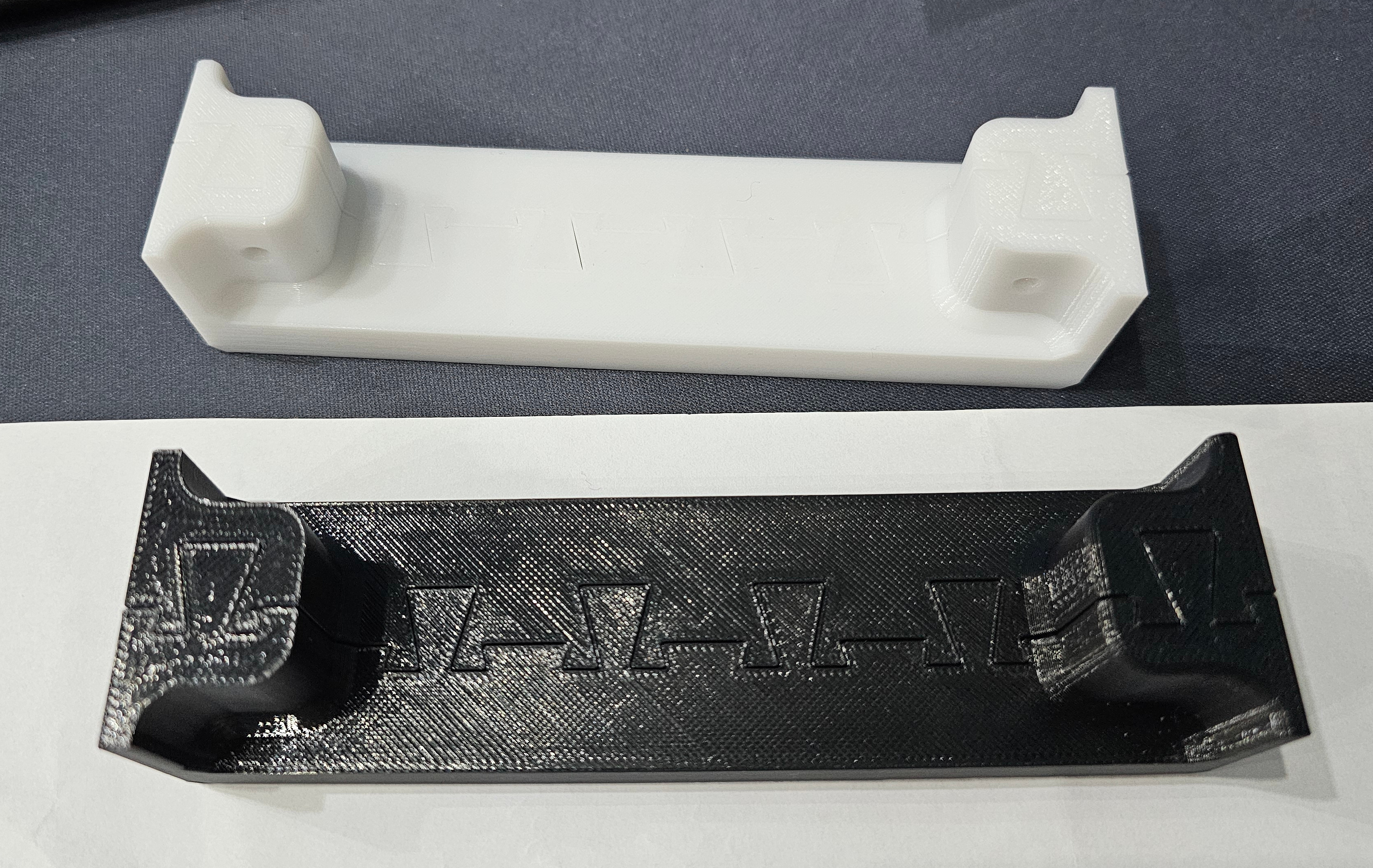 Sides are 3-4mm, bottom is 10mm (for the dovetails mainly) and it's 4 wall with 25% crosshatch infill.
Sides are 3-4mm, bottom is 10mm (for the dovetails mainly) and it's 4 wall with 25% crosshatch infill.
Worrying indeed. Just caught wind on thisJust got a Bambu Lab A1 and now just seen this?
Should Bambu users be worried or is this just a big overreaction?
Damn, was planning on buying an A1 for daughters birthday this week. Considering we've not got any work flows or specific programs we use yet, should this put me off buying it?
Damn, was planning on buying an A1 for daughters birthday this week. Considering we've not got any work flows or specific programs we use yet, should this put me off buying it?