

Getting there")
Dialling it in as we speak...
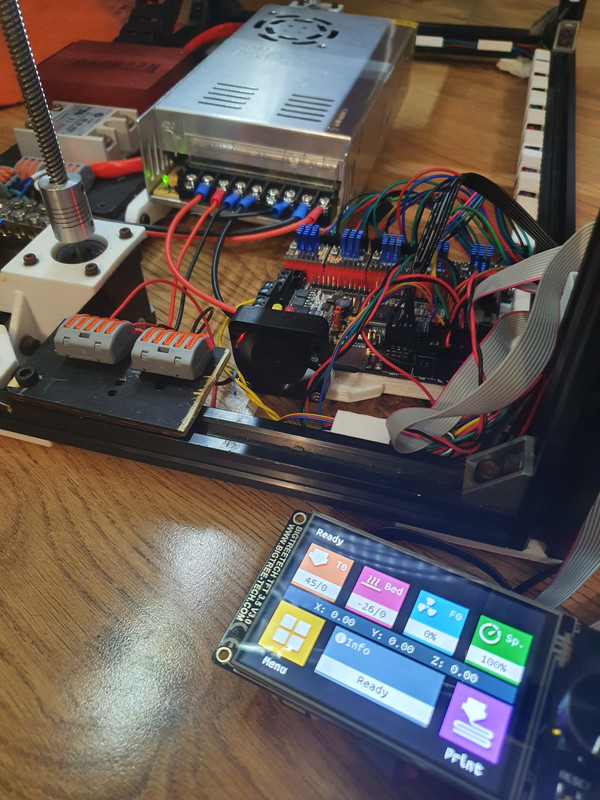
So far we are looking pretty good. Just gotta dial in the steppers, make sure all the endstops, auto leveling etc is all working and see what happens.
Getting there
Dialling it in as we speak...
So far we are looking pretty good. Just gotta dial in the steppers, make sure all the endstops, auto leveling etc is all working and see what happens.
Finger on the power switch when you do the first Z home lol! I've seem people crah the nozzle big style!
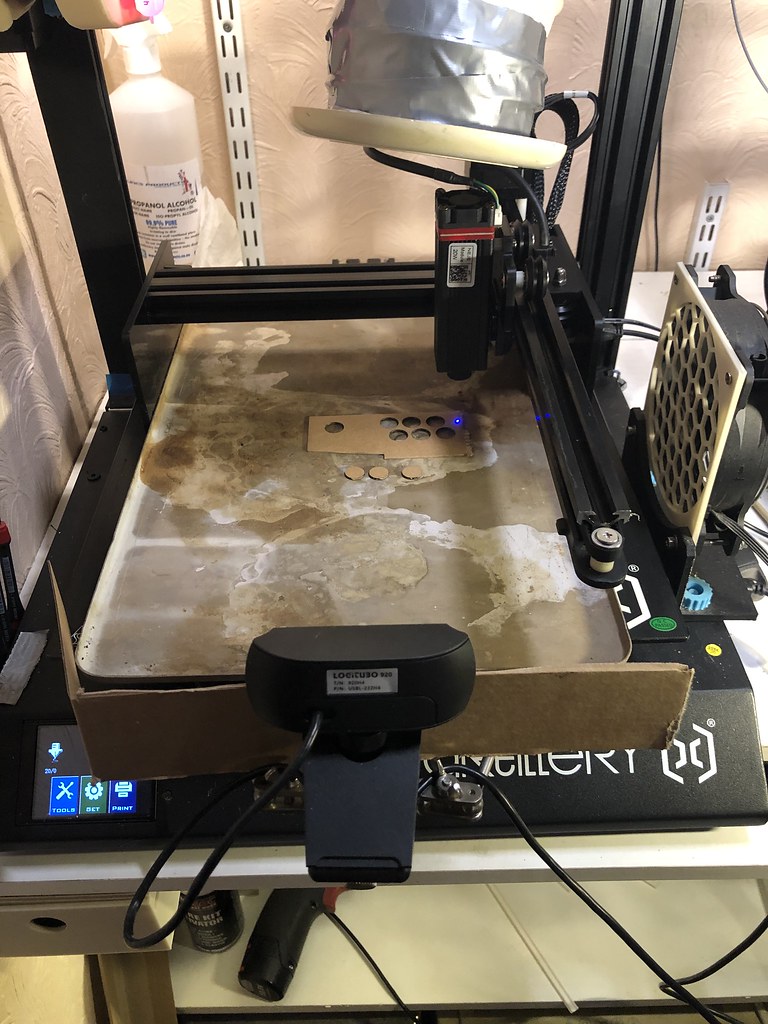
Do those textured glass plates only stick PLA? Tried some PET-G and it just won't stick to the bed - and 1st layer is well squished onto it. Tried scrubbing it with IPA and it was slightly better but not good enough to prevent prints coming off mid-print. Do I have to resort to a glue stick? (this is on my Sidewinder X1 - not tried the CR-6 yet).
I love the screen setup
It's really coming together....
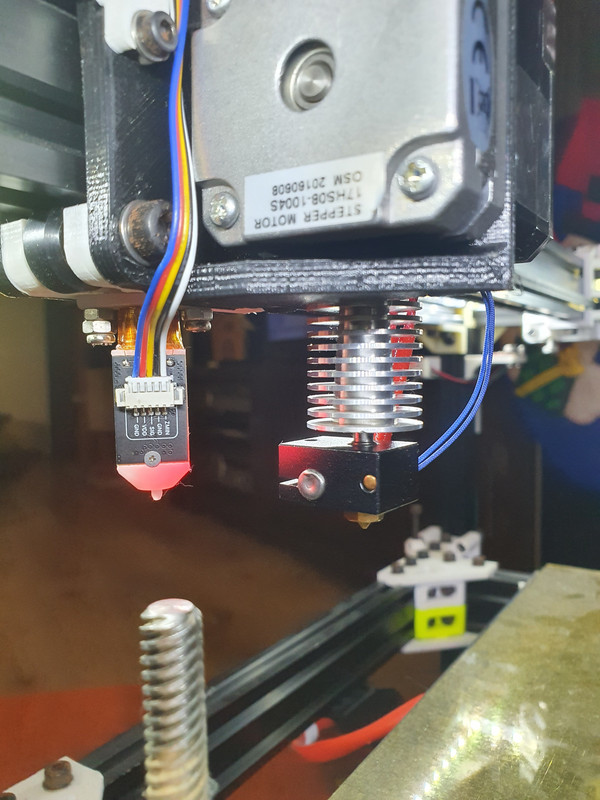
I used to trip the BLTouch with my finger.
I used to trip the BLTouch with my finger.

Chris, on my CR6 textured side up, PetG I use a glue stick, print at 230 head 60 bed and they come out perfect, wait till bed is cold before you remove the print.(still hard to remove print)
A small (170x170mm) 5.5W (optical) laser cutter. Handy because I have an extractor plumbed in there which I can use to remove smoke. Fits nicely on the bed which is flat and can be lifted off in a second. Will get a silicone mat to protect the glass bed.
Can we see some results?
lol sure when I have some, just unpacked it a few minutes ago
Do those textured glass plates only stick PLA? Tried some PET-G and it just won't stick to the bed - and 1st layer is well squished onto it. Tried scrubbing it with IPA and it was slightly better but not good enough to prevent prints coming off mid-print. Do I have to resort to a glue stick? (this is on my Sidewinder X1 - not tried the CR-6 yet).
Hah, crack on then!
 ,
,I heat up the bed to 60c then do a auto bed level.
Then press home and make sure some print paper can go in between the bed and nozzle.
If not or it's to lose. Use the up\down key next to the home button to get it righ.
Oh and its basically silent in operation so good work on the build my friend Got everything on the printer including auto bed levelling (currently using bilinear) and also lcd levelling but havent played with that yet, baby stepping is all set up, upped the stepping to 1/32 stepping on the 2208 drivers and also fiddled with the abl margins for about an hour to really get it spot on. I have trammed the hell out of it and tested it like crazy, I think it's pretty much ready for the prime time. Literally all I need to do is set up all the fans, dial in the extruder properly and print a benchy
Oh and print some brackets/cases for all the new hardware. I did have to rip out all the wiring for y/z min yesterday as I was getting some odd behaviours on endstops with this board. The z endstop is no longer necessary so removed that entirely as the bl touch acts as z endstop for homing. So bit by bit it's evolving to a ready point. I'm just really taking my time with it, you can't rush perfection.
Looking forward to your first print

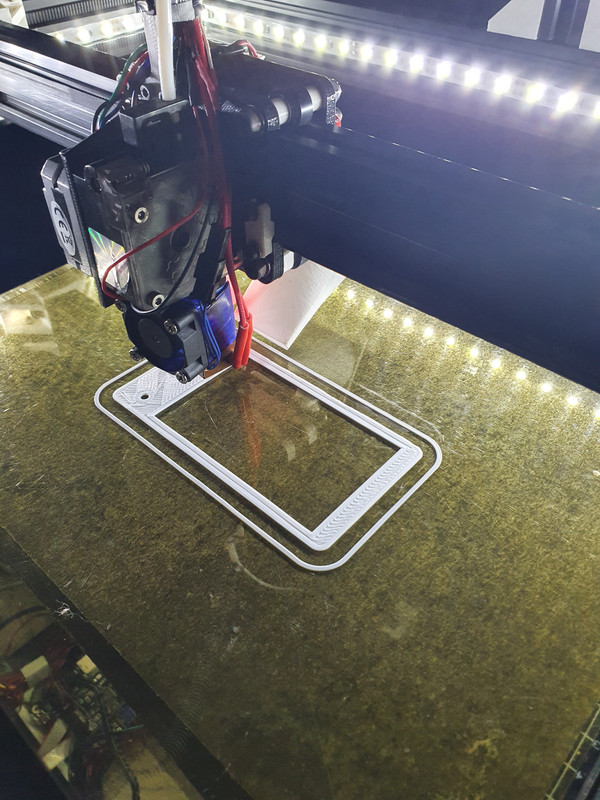 - y mirror problems and extruder confusion remains - I can now slice and print in cura - but I prefer what prusa slicer does first layer!
- y mirror problems and extruder confusion remains - I can now slice and print in cura - but I prefer what prusa slicer does first layer!